集环保设备研发、设计、生产、维修和销售为一体
的综合性环保企业
的综合性环保企业
代先生:158 0016 6957(微信同号)
翦先生:158 8989 7562(微信同号)
翦先生:158 8989 7562(微信同号)
- 网站首页
-
公司简介
开云网页版-开云(中国)官方在线登录
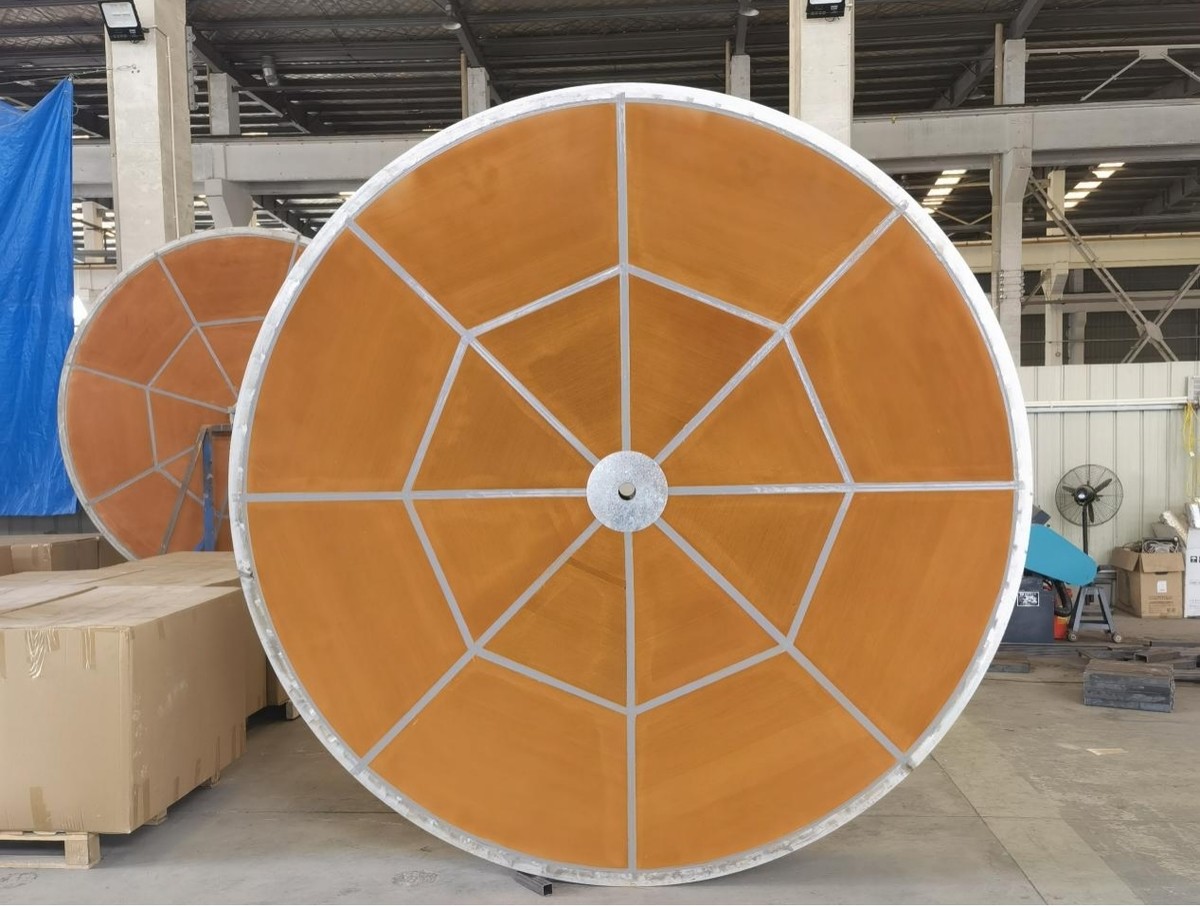
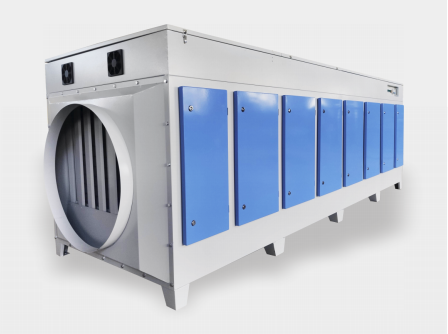
开云网页版-开云(中国)官方在线登录专业从事VOCs废气处理,是集VOCs处理设备研发、工艺设计、生产、维修和销售为一体的综合性服务商。公司地址位于广东省中山市南朗镇翠亨下沙工业区。 公司技术团队行业经验丰富,经手项目涵盖废气治理、工业粉尘治理、工业及生活污水处理、厨余垃圾处理、噪音治理等多个领域。公司主营产品为:沸石转轮+CO催化燃烧装置、RTO蓄热式焚烧设备、活性炭吸附浓缩+CO催化燃烧设备、湿式静电除尘器、布袋/滤芯除尘器…Read more -
催化燃烧设备
- 开云网页版-开云(中国)官方在线登录
-
喷淋洗涤塔
-
工程案例
-
开云网页版-开云(中国)官方在线登录
- 沸石转轮RTO在广东的应用及效果评估
10-28 more
- 环保行业:广东沸石转轮RTO解决方案探讨
10-15 more
- 广东沸石转轮RTO技术应用及优势分析
10-03 more
- 从实践角度看广东沸石转轮RTO处理废气效果
09-28 more
- 广东沸石转轮RTO设备选型关键因素分析
09-12 more
- 环保行业:探索广东沸石转轮RTO的效能与优势
09-03 more
- 广东沸石转轮RTO技术革新与发展趋势
08-24 more
- 深度剖析广东沸石转轮RTO在环保领域的应用
08-15 more
- 沸石转轮RTO在广东的应用及效果评估
-
联系我们

 当前位置:
当前位置:


 热门推荐
热门推荐